CNC Knife Cutting vs CNC Router: What is the Difference?
Home » CNC Knife Cutting vs CNC Router: What is the Difference?
6 Jun, 2026
CNC Knife Cutting vs CNC Router: What is the Difference?
You need 200 custom rubber gaskets cut by Friday. The supplier asks whether you want them cut on a CNC knife or a CNC router. Both machines run on G-code, both follow a CAD file, and both promise precision. So why does the answer matter?
The difference comes down to physics. CNC knife cutting slices through flexible materials with a vertical, oscillating blade. A CNC router grinds away rigid materials with a high-speed rotating bit. Pick the wrong one for your job, and you get torn foam, melted rubber, scorched PTFE, or a dimensionally inconsistent gasket that leaks the day it’s installed.
This guide breaks down how each machine works, what materials they’re built for, and how to choose the right precision-cutting method for industrial sealing, foam fabrication, and custom component production.
The Quick Answer:
CNC knife cutting uses a vertically oscillating blade to cold-cut flexible and semi-rigid materials like rubber, foam, cork, PTFE, and non-asbestos fibre sheet, with no heat-affected zone.
A CNC router uses a rotating spindle and milling bit to cut rigid materials like wood, MDF, acrylic, aluminium, and composites, removing material as chips.
For gaskets and sealing materials, CNC knife cutting is almost always the right choice because it preserves edge integrity and material properties.
For thicker reinforced composites or harder substrates, a router or milling cutter handles what a knife can’t.
Hybrid systems combine both heads on one gantry, switching tools mid-job for jobs that involve mixed materials.
How CNC Knife Cutting Works
CNC knife cutting is a cold mechanical process. The blade moves vertically at thousands of strokes per minute (typically 6,000 to 12,000 oscillations) while the gantry moves the cutting head along a programmed path. The blade slices through the material rather than grinding it away.
There’s no friction heat, melting, charring or off-gassing. That matters for materials like rubber, EPDM, neoprene, silicone, and PTFE, where heat changes the polymer structure and ruins sealing performance.
Most industrial CNC knife cutting platforms use interchangeable tool heads on the same gantry:
Oscillating Knife: Vertical blade, the workhorse for rubber, foam, cork, and gasket materials up to around 25mm thick.
Pneumatic Oscillating Knife: Higher impact force for thicker or denser materials up to roughly 50mm.
Drag knife: Cheaper and simpler, good for thin films, vinyl, and gaskets under 3mm.
Kiss-Cut Blade: Cuts the top layer without damaging the backing, used for adhesive-backed gaskets.
Creasing and V-Cut Wheels: For cardboard packaging and folding inserts.
Tolerances of ±0.1mm to ±0.2mm are routine on a well-built machine with proper hold-down. Vacuum tables hold flexible materials flat without distorting them, which is essential for accurate bolt-hole patterns on flange gaskets.
How a CNC Router Works
A CNC router uses a high-speed rotating spindle, often turning at 18,000 to 24,000 RPM, fitted with a milling bit. As the bit spins, it removes material in the form of chips.
Routers excel at rigid, dense substrates: timber, MDF, aluminium plate, acrylic, PVC sheet, composites, and reinforced laminates. The spindle force lets them carve, profile, drill, chamfer, and engrave in three dimensions, something a knife can’t do.
But that same rotating action that powers through aluminium tears flexible materials apart. Try routing soft rubber or open-cell foam, and the bit will grab, stretch, melt, or shred the workpiece. Frictional heat also damages temperature-sensitive polymers like PTFE, which can release fumes when overheated.
Routers also need rigid clamping. Soft materials compress under fixturing pressure and shift during cutting, which kills dimensional accuracy.
Limited by bit length, can exceed 50mm in rigid stock
Edge Quality On Soft Materials
Clean, perpendicular, no deformation
Tearing, melting, fraying
3D Capability
No (2D profiles only)
Yes (engraving, grooving, chamfering)
Tooling Cost
Low (blade replacement is cheap)
Higher (carbide bits wear faster on hard stock)
Dust and Noise
Minimal
High
Setup for Short Runs
Fast, no dies or moulds needed
Fast, but bit changes add time
Why CNC Knife Cutting Wins for Gaskets and Seals
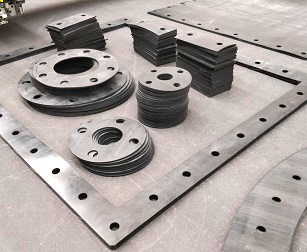
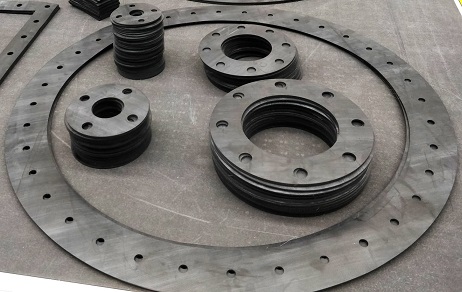
This is where the choice gets practical. Industrial sealing materials, whether you’re cutting custom gaskets from CNAF, ePTFE, neoprene, or graphite composite, demand three things: dimensional accuracy, clean edges, and zero damage to the material.
Heat damages most gasket materials. PTFE off-gases above 260°C. Rubber compounds harden and lose elasticity at the cut edge when burned. Graphite-reinforced sheets delaminate when stressed thermally. Even non-asbestos fibre boards can scorch, leaving a brittle edge that fails under bolt load.
CNC knife cutting avoids every one of those problems. The blade enters and exits the material vertically, leaving a perpendicular edge that compresses evenly between flanges. There’s no heat-affected zone, no glaze, no melted polymer. The gasket performs as designed because the material’s properties are unchanged from sheet to finished part.
The other practical advantage is flexibility. Gasket production is high-mix, low-volume work. One job might be 20 PTFE flange gaskets, the next might be 500 EPDM door seals, and the one after that might be a single custom shape for a one-off rebuild. Traditional die cutting needs new tooling for every shape, killing lead times and inflating costs. A CNC knife runs straight from a DXF file. Change the file, change the part. No tooling, no waiting.
For most industrial gaskets and sealing solutions, CNC knife cutting delivers the precision, edge quality, and turnaround time that fixed dies and laser cutting can’t match.
When a CNC Router Still Earns Its Place
Knives don’t do everything. A router (or milling cutter) is the right call when:
You’re cutting rigid backing plates, mounting brackets, or housings from aluminium, acrylic, or composite.
The job involves 3D features such as pockets, grooves, chamfers, and engraved markings.
The material is too thick or too dense for a pneumatic knife to penetrate cleanly, for example, a 20mm reinforced epoxy plate or 25mm dense rubber blocks.
You need internal features that require plunge cutting from above.
This is why many industrial cutting shops run hybrid CNC platforms with both an oscillating knife head and a routing spindle on the same gantry. The machine selects the right tool for each layer of the job, switching automatically between operations.
Choosing the Right Process for Your Job
Start with the material. If it’s flexible, soft, layered, heat-sensitive, or used in sealing applications, CNC knife cutting is the best choice. If it’s rigid, structural, or needs 3D features, a router or mill is the better fit.
Then look at volumes and turnaround. For prototypes, short runs, and frequent design changes, knife cutting wins on speed and tooling cost. For long production runs of identical rigid parts, dedicated milling setups can be more economical.
Finally, consider the edge quality. Anywhere a clean, perpendicular, undamaged edge is critical, especially for performance, knife cutting is non-negotiable.
At Industrial Experts, our CNC cutting services cover both CNC oscillating knife cutting and milling on the same platform, so we can match the process to the material rather than forcing every job through a single machine.
Whether you need 10 prototype gaskets cut from a one-off DXF or production runs of foam insets, PTFE seals, or rubber strips, send us your file and material spec. We’ll quote turnaround within 24 hours and have parts on your bench in no time.





 28 Oct, 2025
28 Oct, 2025 5 Nov, 2025
5 Nov, 2025